
A New type of Online Accelerated Cooling Equipment for Seamless Steel Pipe and Its Application Experiments
一种新型无缝钢管在线加速冷却装置及其应用试验
简介:
介绍了一种新型无缝钢管在线加速冷却装置及其应用试验。该设备可同时对无缝钢管的内、外表面进行冷却。采用在线加速冷却工艺制备的Q345B组份试验钢管的力学性能满足Q460E钢级指标的要求,屈服强度为460~475MPa,抗拉强度为601~603MPa,延伸率为21.5~26.5%,-40℃低温冲击韧功为136J。关键词:在线加速冷却;无缝钢管;机械性能;Q460E;屈服强度;冲击功1. 介绍
在过去的40年里,许多关于钢材的研究、开发和生产实践证明,在线加速冷却工艺是提高热轧钢材力学性能的重要手段。[1~8]在线加速冷却设备广泛应用于厚板、带材、棒材、线材、H型钢和钢轨的生产,为微合金化技术和控轧控冷TMCP的应用提供了可能。[9~17]与上述产品不同,无缝钢管是中空结构产品,因此很难开发出能够同时对钢管内外表面进行冷却的设备。仅通过冷却钢管的外表面,很难获得较大的温降来提高钢管的力学性能。介绍了一种新型无缝钢管在线加速冷却装置及其应用试验。该设备安装在中国某公司的Φ460mm无缝钢管厂,可对无缝钢管内外表面同时进行冷却。设计者将其命名为钢管内外加速冷却系统,简称ACIOS。2. 在线加速冷却系统
2.1 安装位置
车间内加速冷却设备安装位置如图1所示。它被安装在热减定径机组和冷却床之间的辊道上。成品辊道总长110米,分为三组。1组与热减定径机组最后一组辊子相邻,长度为40米。2组辊道上配备了全套加速冷却装置,全长32米。3组与冷却床入口端相邻,长度为40米。在ACIOS入口和冷却床入口处分别安装红外测温仪,测量钢管温度。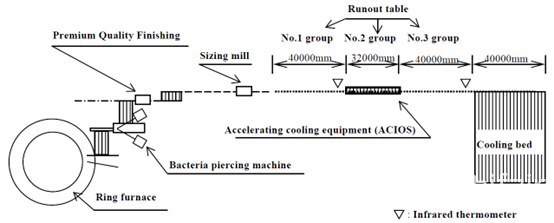
图1 车间加速冷却设备的安装位置2.2 冷却装置
图2是冷却装置的结构图和实物照片。钢管加速冷却装置由16个相同的冷却装置组成。冷却装置采用翻转结构设计。不使用加速冷却设备时,将冷却装置向上旋转90°,以防止高温钢管对其烘烤变形,如图2 (a)所示。使用加速冷却设备使用时,将冷却装置向下旋转90°,对热轧钢管进行冷却,如图2 (b)所示。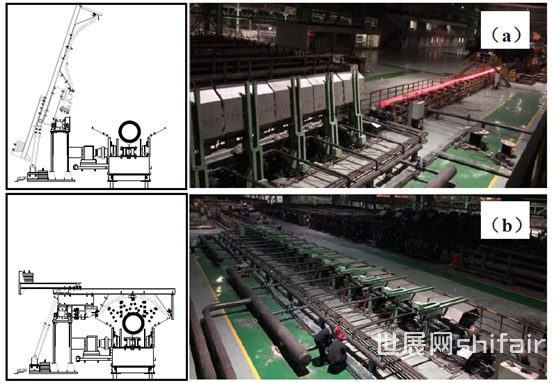
图2 加速冷却装置结构图及实物照片,(a) 未使用状态;(b) 使用状态2.3 水平旋转辊道
对所有原来的输出辊道进行了改造。在保证原辊道标高不变的前提下,在每个辊子机座上增加一个水平转台,并在该转台上安装原来的辊子传动系统即辊子、联轴器和减速电机。如前所述,将输出辊道分为三组,每组辊道通过拉杆相互连接,通过固定行程液压缸同步水平旋转和旋转角度α,如图3所示。当辊子体的中心轴线不垂直于钢管时,辊子体与钢管之间的静摩擦力F将沿钢管圆周方向和与钢管外表面相切方向产生一个分量F·sinα。它使钢管在辊道上一边向前一边旋转。热轧钢管的螺旋向前是保证其在加速冷却过程中不发生弯曲变形的必要条件。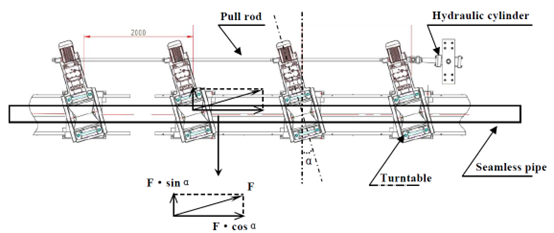
图3 辊道水平旋转装置在设备正常使用的情况下,当钢管脱离减定径机组,脱尾进入第1组辊道时,三组液压缸同时控制转台在各自组内的辊道水平旋转角度,即α从0°旋转到15°。辊道辊子系统旋转的时候,钢管不需要停止前进。当加速冷却过程完成后,钢管完全进入3组辊道时,三组液压缸同时控制每组转台的旋转,即α从15°旋转到0°,为冷却下一根钢管做准备。2.4 设备运行工况、控制策略及冷却原理
冷却介质为浊环水,取自该公司Φ460mm无缝钢管厂原来的供水系统。冷却水储存在中间水箱中,由水泵加压,保证冷却水的工作压力在0.3~0.4MPa之间。工作水温不应超过36℃。正常生产时,最大瞬时流量为500 M3/h。辊道电机由变频器控制,在冷却设备中控制钢管的运行速度和冷却时间。冷却水的工作压力由变频器控制的水泵电机控制。通过调节冷却时间和冷却水工作压力,可以控制钢管的降温程度。图4为钢管内外表面同时冷却的原理图。在可翻转的冷却装置大梁上安装了一些扇形喷嘴。在相邻的辊子之间安装了一些扇形喷嘴。通过可翻转冷却装置大梁上的扇形喷嘴喷水对钢管外表面进行冷却。通过相邻轧辊之间的扇形喷嘴喷射汽水雾化的水粒子流对钢管内表面进行强制冷却,不仅可以保证钢管纵向长度上的冷却均匀性,还可以改善钢管外表面水雾冷却的效率。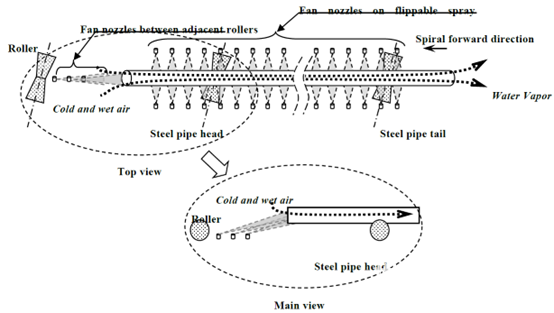
图4 加速冷却设备工作原理图3. 实验的程序
3.1 试验铸坯成分
表1显示了试验铸坯的实际成分。试验用钢为该厂的Φ460mm无缝钢管厂冶炼的Q345B (GB/T8163-2018, CHN)连铸钢坯。铸坯生产工艺为:铁水预处理、顶底复合吹转炉冶炼、LF炉精炼、VD真空处理、圆坯连铸、管坯定长切割。管坯炉号为B90A,尺寸为Φ350mm(直径)×3300mm(长度)。表1 试验铸坯的实际成分mass%) Als:酸溶铝3.2 实验过程
管坯在1230℃下加热,菌式穿孔机穿孔,PQF轧管。钢管热减定径后的温度为950℃,进入冷却设备前的测量温度为910℃。产品外径φ273mm,壁厚15mm,长度约28米。实验工艺参数如表2所示。1号试验钢管采用常规工艺生产,无加速冷却。2号、3号、4号、5号试验钢管采用4种加速冷却工艺生产。加速冷却后,在冷却床上将管道冷却至室温。用手持式红外测温仪在冷却床上测得的钢管最高温度称为最终冷却温度,简称FCT。表2 实验工艺参数按照GB/T2975-2018规定的取样方法,在每根钢管头尾纵向距离管端500mm处取拉伸试样。试样的宽度为20mm,取样长度按比例尺寸要求。按照GB/T228.1-2021试验方法,在1500HDX-04-G70型拉力试验机上进行拉伸试验。按照GB/T2975-2018中规定的取样方法,在每根钢管端部的纵向上,每组取3个冲击试样。试样尺寸为10mm×10mm×55mm。缺口深度2mm,冲击刃2mm,即KV2。按照GB/T229-2022试验方法,在JBNW-300型冲击试验机上进行冲击试验。在每个测试钢管端部处取金相试样,用2%的硝酸蚀刻。采用蔡司金相显微镜和图像分析仪拍摄显微组织照片。拍摄位置分别为离外表面1/8、1/4、1/2、3/4、7/8。4. 结果
4.1 微观结构
图5为光学显微镜下测试钢试样在厚度方向上不同位置的组织,依次为外表面1/8、1/4、1/2、3/4和7/8厚度。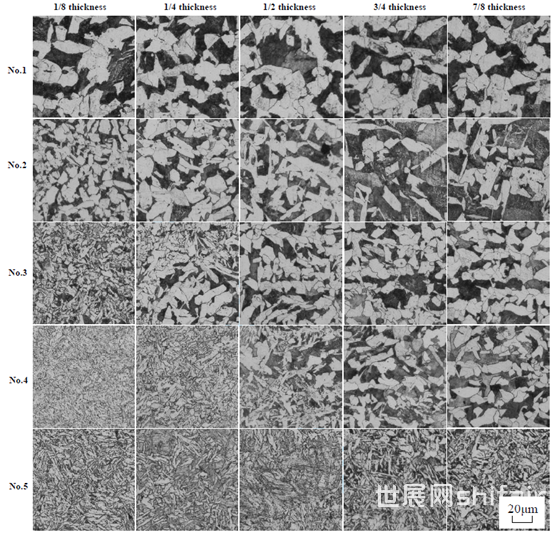
图5 在光学显微镜下观察了试样厚度方向上不同位置的显微组织试验钢1号经空冷处理,其显微组织为多角形铁素体和珠光体。多边形铁素体的平均晶粒直径约为20 μm。2号钢最终冷却温度为665℃,显微组织为多边形铁素体和珠光体。1/8厚度时,多边形铁素体的平均晶粒直径约为10 μm,1/4~7/8厚度时,多边形铁素体的平均晶粒直径约为15μm。3号试验钢的最终冷却温度为640℃。1/8厚度处的组织为准多边形铁素体。1/4厚度的显微组织为准多边形铁素体、多边形铁素体和珠光体。1/2~7/8厚度的显微组织为多边形铁素体和珠光体,多边形铁素体的平均晶粒直径约为15 μm。4号试验钢的最终冷却温度为616℃。1/8厚度处的组织为粒状贝氏体。1/4厚度的组织为准多边形铁素体和少量粒状贝氏体。1/2厚度处的显微组织为准多边形铁素体、多边形铁素体和珠光体。3/4~7/8厚度的显微组织为多边形铁素体和珠光体。多边形铁素体的平均晶粒直径约为15μm。5号试验钢的最终冷却温度为602℃。1/8~1/4厚度的组织为粒状贝氏体和少量针状铁素体。1/2层的组织为粒状贝氏体和准多边形铁素体。3/4~7/8厚度的组织为准多边形铁素体。4.2 力学性能
表3显示了试验钢的拉伸和冲击试验力学性能。从拉伸试验结果可以看出,头部和尾部试样的力学性能没有太大的差异,这证明冷却装置没有造成钢管长方向的力学性能的显著差异。显然,屈服强度和抗拉强度都有了明显的提高,屈服强度从368-376MPa提高到460-475MPa,抗拉强度从548-552MPa提高到600MPa以上。正常情况下,随着试验钢强度的增加,延伸率下降,但仍符合Q460E标准要求。冲击试验结果表明,加速冷却后的试验钢在各温度下的冲击韧性均有显著提高。试验结果表明,加速冷却过程提高了试验钢的强度和韧性。当终冷却温度降至602℃时,强度和韧性综合性能达到最高,满足GB/T8163-2018中Q460E的要求。表3 试验钢的机械性能
5. 分析
5.1 最终冷却温度和显微组织
试验钢管外表面采用扁平喷嘴喷水冷却。为了获得逐渐降低的最终冷却温度,钢管外表面的冷却强度也必须逐渐增大。在厚度方向上,靠近外表面的部分获得的冷却速率也将逐渐增大。表现在各试样1/8厚度处的组织变化,由晶粒细化的多边形铁素体依次变为准多边形铁素体、粒状贝氏体和针状铁素体。同一试样在不同厚度下的显微组织差异也与不同厚度下冷却速率的差异有关。在钢管的厚度方向上,越靠近外表面,冷却速度越大。这种冷却速率的差异导致了钢管在厚度方向上的组织变化。当不使用加速冷却时,钢管内外冷却速率的差异很小。整个厚度方向的显微组织为多边形铁素体和珠光体,晶粒尺寸均匀,如1号试样所示。加速冷却时,沿厚度方向由外向内,冷却速率逐渐降低。相应地,在厚度方向上出现了多种显微组织。实际上,各种微观结构在厚度方向上共存是一种普遍现象,各种微结构的比例需要控制。随着最终冷却温度的降低,实验钢在7/8层的组织也发生了显著变化。这种变化是由于钢管内表面冷却强度的增加引起的。仅依靠钢管外表面的冷却不能引起钢管内表面附近,甚至钢管厚度中心的微观组织的变化。5.2 终冷温度和力学性能
试验钢的力学性能与最终冷却温度、(a)拉伸试验和(b)冲击试验的关系如图6所示。随着最终冷却温度的降低,钢管在厚度方向上的组织由晶粒细小的多边形铁素体逐渐增加为准多边形铁素体、粒状贝氏体、针状铁素体等,是强度和韧性逐渐提高的原因。准多边形铁素体、粒状贝氏体和针状铁素体的强化增韧机理在X70管线钢的开发中得到了广泛的研究。[18~22]与多边形铁素体相比,准多边形铁素体、粒状贝氏体和针状铁素体均具有更高的位错密度和亚结构,既能提高屈服强度,又能有效地阻碍裂纹的扩展。
图6 试验钢的力学性能与最终冷却温度(FCT)的关系,(a)拉伸试验,(b)冲击试验6. 讨论
在线加速冷却过程改变了奥氏体相变产物,最终形成了多边形铁素体、准多边形铁素体、粒状贝氏体和针状铁素体。此外,加速冷却还可促进铁素体晶粒中微合金元素碳氮化物(如V (CN))的一般析出,以提高钢的强度。利用析出沉淀强化机制开发APIX65/X70等高强度非调质管线钢是值得考虑的。7. 结论
1)该公司的Φ460mm无缝钢管厂新安装的在线加速冷却设备为钢管内外表面同时冷却提供了有效的方法。2)在本实验中,随着最终冷却温度的降低,实验钢的显微组织中高密度位错和亚结构相的比例从外表面到内表面沿厚度方向逐渐增加,如准多边形铁素体、粒状贝氏体和针状铁素体。3)采用在线加速冷却工艺,Q345B组份试验钢管的力学性能满足Q460E钢级指标的要求,屈服强度为460~475MPa,抗拉强度为601~603MPa,延伸率为21.5~26.5%,-40℃冲击功为136J。致谢
本研究得到了某钢铁联合有限公司和上海宁镇机械工程技术有限公司的支持。
参考文献
1) C. Ouchi: ISIJ Int., 41 (2001),542. https:///10.2355/isijinternational.41.5422) P. Rodrigues, E. Pereloma and D. Santos: Mater. Sci. Eng. A., 283(2000),136. https: // doi. org/ 10. 1016 / S0921-5093(99)00795-93) A. Cota, R. Barbosa and D. Santos: J. Mater. Process. Technol., 100(2000),156. https: // doi. org/ 10. 1016 /S0924-0136(99)00467-74) X. Long, R. Yang, D. Sun, W. Liu, Y. Zhang, F. Zhang, Z. Yang and Y. Li: Mater. Sci. Eng. A., 870 (2023),144821. https:///10.1016/.2023.1448215) X. Kong and L. Lan: Procedia Eng., 81(2014),114. https: // doi. org/ 10. 1016 /j. proeng. 2014.09.1366) A. Lis, J. Lis and L. Jeziorski: J. Mater. Process. Technol., 64(1997),255. https: // doi. org/10.1016/S0924-0136(96)02575-77) E. Kobayashi, S. Deshimaru, Y. Hirai, T. Ogawa and Y. Nakano: Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy., ed. by G.E. Ruddle et al,(1988),209. https: // doi. org/ 10. 1016 /B978-0-08-035770-6.50019-28) S. Machida, H. Kitada,H. Yajima and A. Kawamura: Mar. Structures., 1 (1988),219. https:///10.1016/0951-8339(88)90016-09) Y. Liu, F. Zhu, Y. Li and G. Wang: ISIJ Int., 45(2005),851. https: // doi. org/ 10. 2355/ isijinternational.45.85110) J. Hu, L. Du, H. Xie, X. Gao and R. Misra: Mater. Sci. Eng. A., 607(2014),122. https: ///10.1016/.2014.03.13311) J, Han, Z. Wang and L. Jiang: J. Iron Steel Res. Int., 14(2007),282. https: // doi. org/ 10.1016/S1006-706X(08)60095-312) T. Morimoto, F. Yoshida, L. Chikushi and J. Yanagimoto: ISIJ Int., 47 (2007),1475. https:///10.2355/isijinternational.47.147513) D. Wu, F. Xiao, B. Wang, J. Liu and B. Liao: Mater. Sci. Eng. A., 592 (2014),102. https:///10.1016/.2013.10.06814) R. Pourazizi, M. Mohtadi, R. Davabi and J. Szpunar: Int. J. Press. Vessel. Pip., 194 (2021),104491. https: ///10.1016/.2021.10449115) W. Bai, X. Xu, Y. Liu, Y. Liang, Y. Shen, Z. Han, Z. Sheng, R. Chen and M. Zhu: Mater. Sci. Eng. A., 880 (2023),145325. https:///10.1016/.2023.14532516) X. Lin, T. Okazaki and M. Nakashima: J Constr Steel Res., 101(2014),469. https: // doi. org/ 10. 1016 /j. jcsr.2014.05.01817) G. Li and L. Song: Fire Safety J., 116 (2020),103190. https: // doi. org/ 10. 1016 /j. firesaf.2020.10319018) H. Yu, Y. Sun, Q. Chen, H. Jiang and L. Zhang: Int. J. Miner. Metall. Mater., 13 (2006),523. https: // doi. org/10.1016/S1005-8850(06)60106-019) S. Shin, B. Hwang, S. Lee, N. Kim and S. Ahn: Mater. Sci. Eng. A., 458(2007),281. https:///10.1016/.2006.12.09720) S. Shin, B. Hwang, S. Kim and S. Lee: Mater. Sci. Eng. A., 429(2006),196. https: // /10.1016 /j. msea.2006.05.08621) W. Guo, H. Dong, M. Lu and X. Zhao: Int. J. Press. Vessel. Pip., 79(2002),403. https: ///10.1016 /S0308-0161(02)00039-X22) C. Wang, X. Wu, J. Liu and N. Xu: Mater. Sci. Eng. A., 438-440(2006),267. https: // /10.1016/j. msea.2006.02.118作者
Long-jie Tao and Yan-chun Liu** Corresponding author. E-mail: 唐杰民2024年五一节期间翻译自某国<ISIJ International>今年第四期,水平有限,翻译不准不足之处请各位看官给予批评指正。在这里感谢安工大刘彦春老师高水平的好文章,这是面向工业生产实践性很强的文章,对指导生产,改善质量有指导性的作用,对节能减少二氧化碳排放是有贡献的。我的很多同行都希望多翻译这类的文章,可惜的是太少了。这里也感谢刘老师让我翻译这篇文章给同行看。
会务组联系方式 展会咨询



















